En los últimos años se ha democratizado el uso de impresoras 3D, gracias a la enorme oferta que existe actualmente en el mercado. No obstante, la variedad puede ser abrumadora para aquellas personas que empiezan a lidiar con esta forma de fabricación. Es importante tener en cuenta la finalidad y el tipo de trabajo que vamos a realizar para escoger convenientemente un sistema u otro; y, posteriormente, conocer las variables como resolución, precisión XY y los diversos tipos de resinas que existen para que el resultado sea óptimo.
En este primer capítulo de ABC de la impresión 3D abordaremos las principales diferencias entre unos sistemas y otros, y algunos conceptos que debemos tener en cuenta para la impresión 3D de joyería.
Impresora LCD, DLP y SLA: diferencias
El sistema SLA fue el primero en aparecer. Consiste en un láser que realiza un barrido por toda la silueta de la capa y por cada una de las piezas que tengamos en la plataforma. Es un sistema más lento que los otros dos, pues en DLP y LCD, la proyección de la capa con todas las piezas se realiza de manera conjunta, una sola vez.
La diferencia entre el DLP Y LCD es el sistema de proyección. Un proyector DLP es más fiable y duradero que una pantalla LCD.
La pantalla LCD tiene una duración estimada de hasta dos años y además, sus píxeles mueren, por lo que tendremos zonas en nuestra área de impresión que no imprimirán y darán error cuando vayan muriendo estos píxeles.
El proyector DLP no presenta ese problema y, si es de calidad, puede durar muchos años sin pérdida de resolución.
En cuanto a la fuente de luz, el LED se ha convertido en un estándar y no es necesario cambiar las bombillas en 50.000 horas de trabajo. El problema del LED es la pérdida de intensidad.
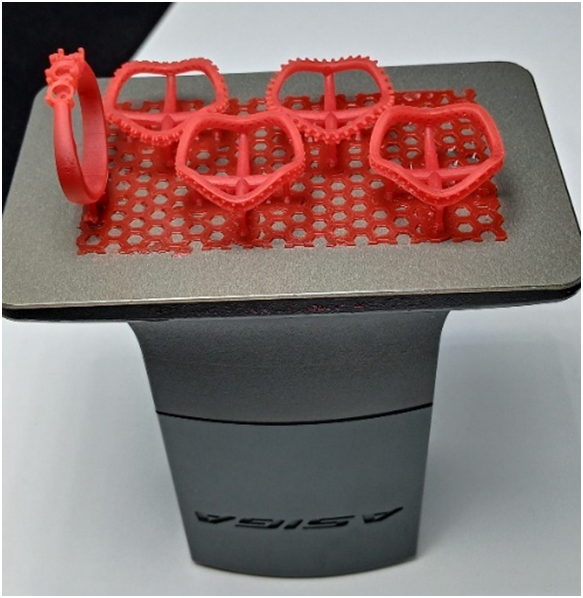
A medida que vayamos usando nuestra impresora los LED irán perdiendo intensidad de luz, y esto afectará a los tiempos de curado de la capa, que deberán ser superiores, conforme la impresora acumule más horas de trabajo. En una impresora normal esto deberá ser compensado de manera manual. Una de las ventajas que presenta la impresora Asiga es que incorpora un radiómetro interno que mide la intensidad de la luz y que enviará el dato de la medición al programa de control de la impresora, regulando automáticamente el tiempo de exposición de la capa.
Puedes saber más sobre los diversos tipos de impresoras que existen aquí
Laminado y resolución en la impresión 3D
La pieza se divide longitudinalmente por capas que se imprimirán de forma sucesiva y ordenada. El laminado consiste en la creación de esas capas para que la impresora vaya imprimiéndolas. El grosor de las capas estará intrínsecamente relacionado con la resolución de la pieza.
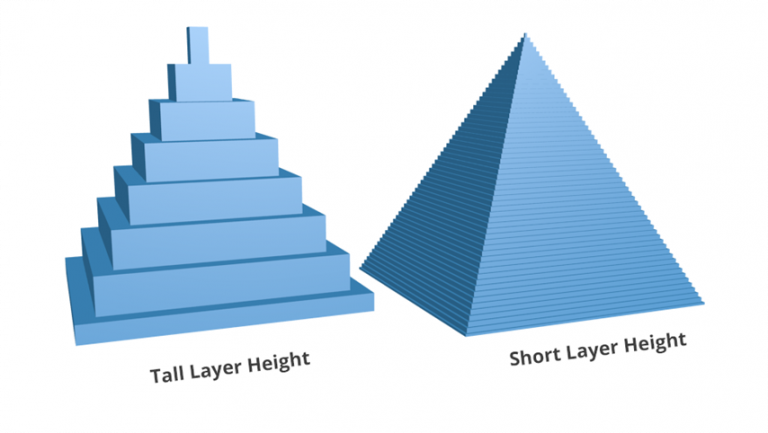
Hay que tener en cuenta que, si el grosor de capa es elevado, veremos escalones en nuestras impresiones, pero la impresión se realizará de manera más rápida. Por el contrario, si las capas son finas tendremos una superficie más suavizada y con una mayor resolución, pero nuestra impresora tardará más tiempo como podemos ver en la ilustración de las pirámides.
El rango de grosor con el que debemos trabajar en nuestras impresiones está entre 0.05mm y 0.015mm. para joyería. La elección de un grosor u otro (que determinará el tiempo de impresión) dependerá de factores como el nivel de detalle que tenga nuestra pieza, las cualidades de la impresora, y si estamos dispuestos a repasarla más o menos en taller.
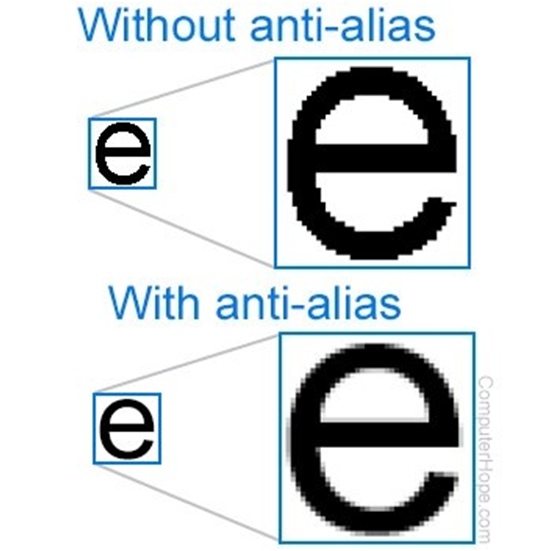
Para equilibrar un tamaño de capa que permita una impresión rápida pero al mismo tiempo tener una superficie suavizada, impresoras como Asiga incorporan el sistema anti aliasing, del que hablaremos más adelante.
Archivo STL
Desde nuestro programa de diseño deberemos exportar el archivo de nuestro diseño en formato STL, que es el tipo de archivo que pueden leer los programas que controlan las impresoras 3D.
Ese archivo debe ser un objeto cerrado (es decir, no puede ser una malla abierta), y debe tener la resolución y el tamaño adecuado para la impresión. A partir de ahí, necesitaremos abrir nuestro archivo en el programa de nuestra impresora 3D para realizar el laminado de la pieza.
Precisión en XY
Este factor suele confundirse con la altura de capa, pero no es lo mismo. Cuando se habla de esta precisión, debemos tener en cuenta que lo que la impresora hace es realizar la proyección de las siluetas de las capas a partir del laminado que se ha realizado de la pieza. Esa proyección puede estar realizada por un proyector DLP o una pantalla LCD. En el caso de impresoras SLA, es un láser el que solidificará la capa y no hablaremos de este valor, sino de diámetro del láser.
Cuando hablamos de la precisión en XY nos referimos al tamaño del píxel con el que vamos a proyectar.
En una impresora DLP viene determinado por la calidad del proyector, pero también por la distancia del proyector hacia el punto de proyección. Si el proyector está más cerca, tendremos un tamaño de píxel más pequeño, que se traduce en un mayor detalle en la pieza pero, por el contrario, tendremos un menor campo de trabajo. Si el proyector está más lejos tendremos un píxel más grande, lo cual nos dará un menor detalle en la capa, pero en este caso, ampliaremos nuestro área de trabajo.
En una impresora LCD la pantalla siempre está en el mismo lugar y lo que dictaminará la resolución en XY será la calidad de esta. Son muy populares, ahora, las pantallas 4K y 8K.
Es decir, la relación entre esta resolución y el acabado de la pieza en la impresión 3D sería el siguiente: si realizamos una microescultura o granos para microengaste, necesitaremos una resolución XY más alta, pero si vamos a realizar una superficie lisa, como una garra, o un solitario, la resolución XY puede ser superior, sin alterar el acabado. En este punto es en el que el anti-aliasing de Asiga juega un papel primordial, ya que proporciona una superficie suavizada con un tamaño de píxel más grande. En la actualidad, otras impresoras LCD cuentan también con el sistema anti-aliasing.